OPEN MOLD LAMINATING PROCESSES
Open mold laminating of Fiber Reinforced Plastics (FRP) is achieved utilizing a single open top or bottom mold. The “finished side” of the part dictates the orientation of the mold. If a cosmetic surface finish is required, the mold surface is covered with a gel coat and allowed time to cure. The laminate fiberglass is transferred to the mold, combined with catalyzed resin, and formed to the shape of the mold.
HAND LAY-UP
In the hand lay-up process, the laminate structure, commonly a single continuous strand glass mat, a woven glass mat is manually placed in the mold. The catalyzed resin is applied, and the materials are formed to fit the mold surface additional layers of mat can be added to key structural points to enhance performance and thickness. The Hand lay-up process is most effective when molding complex surfaces, and is commonly used in the transportation, recreation, medical, and agricultural markets.
SPRAY-UP
The most common method of Open Mold laminating, the spray-up process utilizes chop continuous strand glass, and simultaneously mixes with catalyzed resin. The combined materials are manually sprayed to customer required thickness throughout the entire mold, then hand-rolled and formed with specialized tools. The chopper gun laminating process supports higher volume parts, and is commonly used in the transportation, marine, recreation, and agricultural markets.
CLOSED MOLD LAMINATING PROCESS
Very close to open molding but Closed Mold Laminating Processes utilize two molds, a bottom and top, connected to the shape of the finished part. Closed molding is recommended for : part volume and size and complexity, durability and flexibility, capital investment and tooling, raw materials, and use of a vacuum.
SWORL* reusable vacuum bagging systems are products of SWORL, Inc’s on-going effort to satisfy customer requirements to achieve green processes and reduce costs. SWORL reusable vacuum bags are suitable for infusion and autoclave applications. As a long term supplier to the marine, industrial fiberglass/composite and aerospace markets, SWORL, Inc identified fabricators’ needs for an improved bagging material with features including:
- Green alternative to other manufacturing methods
- Ability to make larger bags faster
- Easy handling to reduce labor
- Improved cost efficiency compared with single-use bags or expensive closed molds
- VOC-free formulation which will support MACT compliance
- Ability to re-use bags multiple times
Introduction
Vacuum Infusion Process
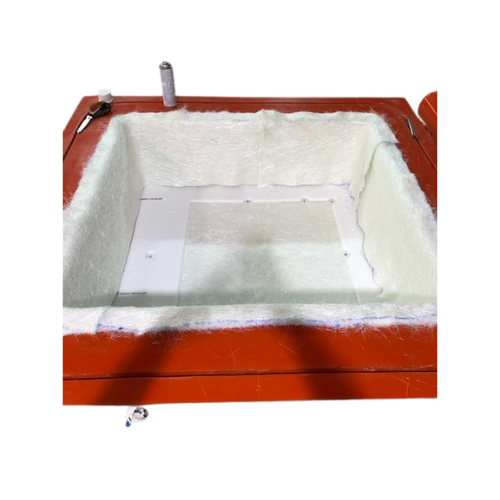
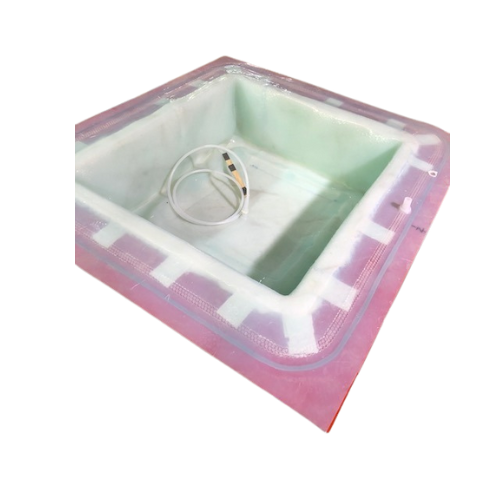
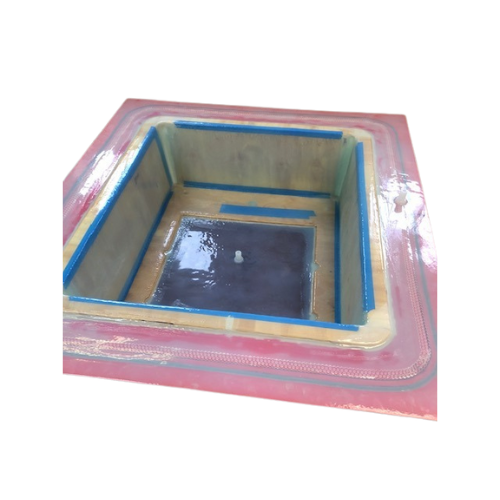
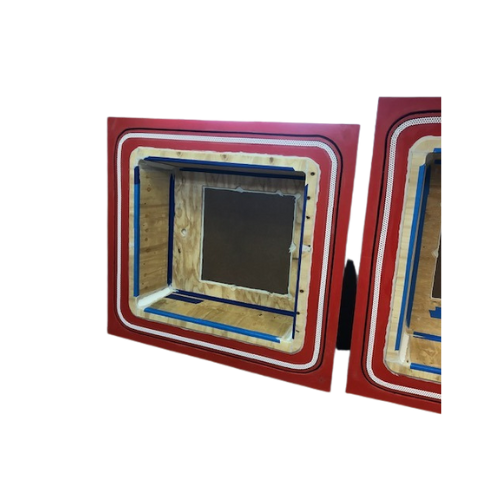
The Vacuum Infusion Process uses vacuum pressure to drive resin into a laminate. Dry materials are laid into the mold and the vacuum bag is applied before resin is introduced. Once a complete vacuum is achieved, resin is pumped into the laminate with carefully placed tubing done by in house tooling.
In a typical hand lay-up, reinforcements are laid into a mold and manually wet out using brushes, rollers, or through other means. An improvement on that method is to use a vacuum bag to suck excess resin out of the laminate. Vacuum bagging greatly improves the fiber-to-resin ratio, and results in a stronger and lighter product.
Vacuum infusion provides a number of improvements over traditionally vacuum bagged parts. These benefits include: Less waste, the perfect ration resin to mat, quick part turnaround, low emissions. Even when creating a large product, resin usage will be predictably similar upon repeated attempts. This results in less wasted resin, and more importantly, less wasted money.
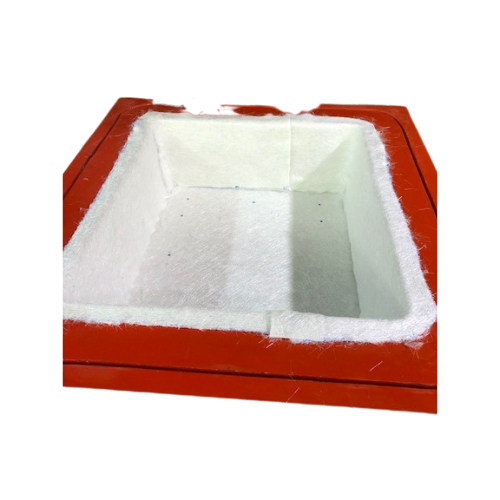
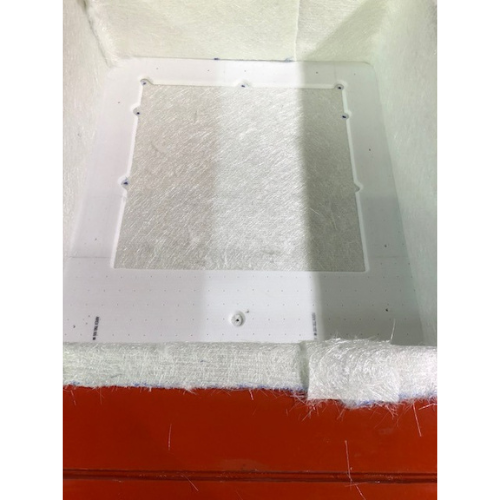
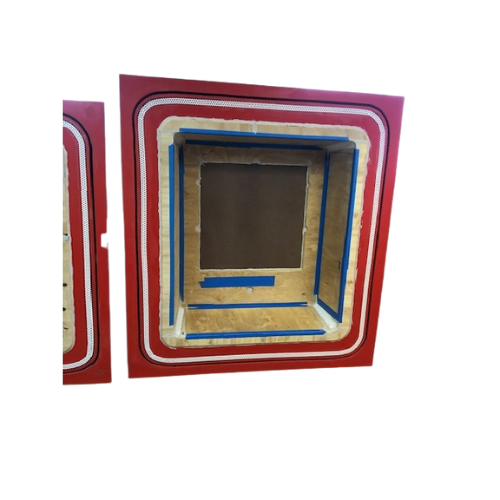
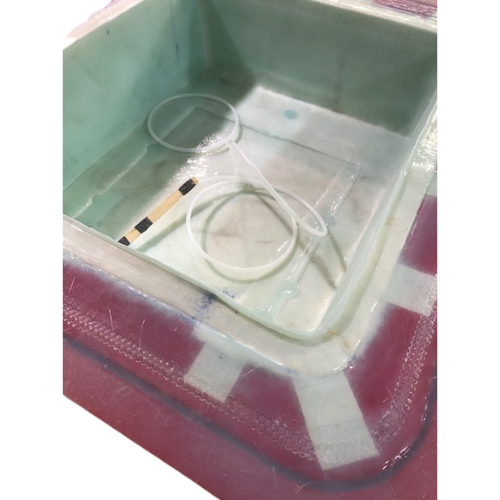
Pictures of the Vacuum Infusion Process Below:
Formed Fiberglass
809 Route 288
Fombell, PA 16123
724-752-2268
mail2@formedfiberglass.com